
Transformacja projektowania i produkcji
Wprowadzenie do technologii
Transformacja druku 3D
Do czasu wprowadzenia rewolucji przemysłowej ręczne projektowanie i wytwarzanie pojedynczych egzemplarzy było normą. Kowale byli na przykład zarówno projektantami, jak i producentami; każda para podków była unikalna, i to nawet jeśli była wykonana dla tego samego konia! Produkcja była powolna, a produkty były wykonywane na zamówienie. Z wyjątkiem kilku produktów o wysokiej wartości, takich jak kawa, herbata i przyprawy, produkty były rzadko, jeśli w ogóle, przygotowywane z wyprzedzeniem, inwentaryzowane i gotowe do sprzedaży. Łańcuchy dostaw towarów przemysłowych praktycznie nie istniały.
To jednak zmienia się w XVIII wieku wraz z pojawieniem się maszyn i pierwszą rewolucją przemysłową. Produkty tekstylne uległy transformacji z ręcznie przędzonej wełny na bawełnę tkaną za pomocą koła przędzalniczego i krosna, co doprowadziło do skrócenia czasu produkcji przy niższych kosztach materiałowych. Wprowadzenie krosna tkackiego, odziarniarki do bawełny, maszyny parowej i fabryk wytwarzających produktów zmieniło samą naturę procesu produkcyjnego.
W ciągu około 75 lat – od końca XVII wieku do połowy XVIII wieku – produkcja ulegała coraz to większej standaryzacji, a każde zadanie, od projektu po produkcję i montaż, było dzielone na odrębne funkcje. Model T Henry’ego Forda wyniósł wszystko na nowy poziom na początku XX wieku, zyskując na szybkości i wydajności wraz z wprowadzeniem masowej produkcji i fabryk. Nowe materiały i metodologie odlewania metali, proces formowania wtryskowego, pomogły wyprodukować większość produktów istniejących we współczesnym świecie. Dzięki udoskonalonym praktykom w zakresie siły roboczej i produkcji oraz automatyzacji wcześniej pracochłonnych zadań wykonywanych ręcznie w ciągu całego stulecia, tempo produkcji uległo przyspieszeniu, co umożliwiło produkcję w większych ilościach. Ci, którzy nie zdołali się zaadoptować, zostali w tyle.
Pomimo tych wszystkich postępów, podstawowy proces projektowania i produkcji nie zmienił się zasadniczo w ciągu ostatnich ponad 100 lat. W rzeczywistości procesy te nie tylko nie uległy poprawie, ale także znacznie obciążyły nasze zasoby naturalne, zepchnęły produkcję coraz dalej od konsumenta, a także ograniczyły elastyczność i dostosowanie projektu do potrzeb klienta.

Il. 1: Napędzanie kolejnej rewolucji przemysłowej poprzez demokratyzację projektowania i wszechobecną produkcję
Dlaczego warto rozważyć druk 3D jako przydatny w procesie produkcji części końcowych?
W ciągu najbliższych 10-15 lat oddziaływania społeczno-ekonomiczne, zaawansowane innowacje w zakresie projektowania i produkcji oraz wysoce zautomatyzowane procesy wytwarzania przyrostowego ulegną połączeniu dokonując ogromnej transformacji produkcji, jaką znamy dzisiaj.
Wiele mówi się o innowacyjnych projektach części, geometriach, które nie mogłyby być wyprodukowane przez żaden z historycznych analogicznych procesów. Ta zmiana zaczyna się teraz. Unikalne geometryczne wzory mogą być wykonane i wydrukowane nawet dzisiaj. Poprawa funkcjonalności i estetyki może być zrealizowana w znacznie krótszym czasie niż było to kiedykolwiek możliwe. Ostatecznie, narzędzia projektowe i drukarki będą ewoluować, aby umożliwić projektowanie woksel po wokslu, zapewniając jeszcze większą konkurencyjność produktów.

Il.2: Projektowanie protez i sprzętu medycznego w czasie rzeczywistym. Zdjęcie kasku ortopedycznego dzięki uprzejmości firmy Invent Medical.
 Il. 3: Projektanci mogą tworzyć zindywidualizowane, elastyczne, wytrzymałe i lekkie produkty drukowane w 3D.
Il. 3: Projektanci mogą tworzyć zindywidualizowane, elastyczne, wytrzymałe i lekkie produkty drukowane w 3D.
Ponadto, nawet jeśli projekty nie stałyby się bardziej skomplikowane, istnieją pewne fundamentalne korzyści z przyjęcia procesów, które umożliwiają szybsze i mniej kosztowne cykle rozwoju produktu. Dla zilustrowania poniżej typowa grafika zwrotu z inwestycji na ilustracji 1.
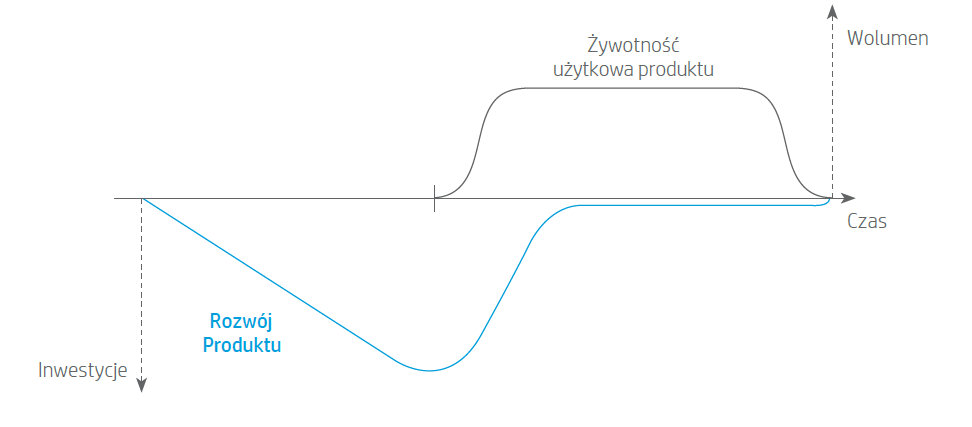 Il. 4: Ilustracja zwrotu z inwestycji dla rozwoju nowych produktów sprzętowych
Il. 4: Ilustracja zwrotu z inwestycji dla rozwoju nowych produktów sprzętowych
Wyzwanie związane z opóźnieniami w rozwoju nowych produktów sprzętowych jest obecnie dwojakie. Jeśli na przykład opóźnienie trwa miesiąc, nie tylko trzeba nadal inwestować na najwyższym poziomie przez dodatkowy miesiąc, ale również zmniejszyć użyteczną konkurencyjną żywotność produktu o miesiąc, tracąc w ten sposób cały miesiąc stabilnych przychodów. Gdyby przeliczyć zwrot z inwestycji od początku do końca, mogłoby się okazać, że inwestycja nie ma już sensu. Zostało to zilustrowane na rysunku 2.
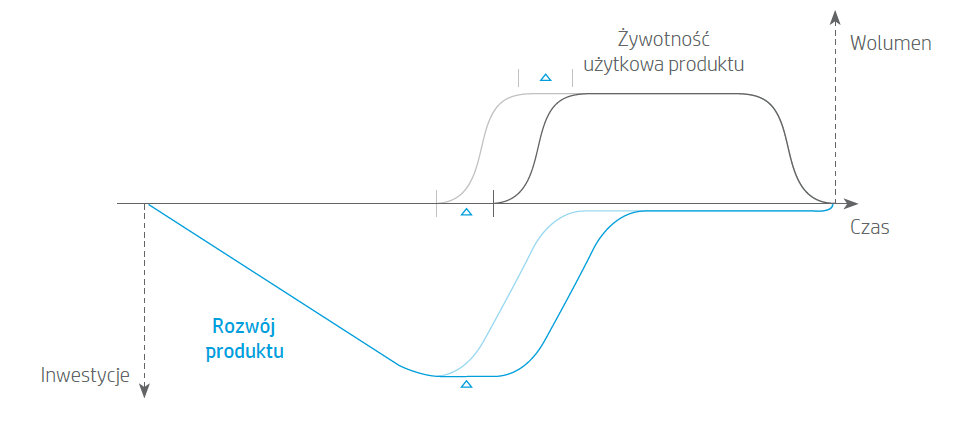 Il. 5: Ilustracja przeliczonego zwrotu z inwestycji dla rozwoju nowych produktów sprzętowych
Il. 5: Ilustracja przeliczonego zwrotu z inwestycji dla rozwoju nowych produktów sprzętowych
To normalne, że wydane środki niejako przepadają a jednocześnie nadal jest sens, aby iść naprzód. Ale co by było, gdyby te opóźnienia przestały występować? Co by było, gdyby do dyspozycji był proces, który pozwoliłby uniknąć błędów projektowych, opóźnień i umożliwiłby rozpoczęcie produkcji na czas? Gdyby dostępna była drukarka 3D o niezmiennej jakości i rozsądnej wydajności, byłoby to możliwe. Oprzyrządowanie z jednoczesnym zastosowaniem druku 3D, aby utrzymać harmonogram. Stosując tę strategię – znaną jako produkcja pomostowa – można częściej skutecznie wspierać w drodze iteracji problematyczne projekty, a jakość produktu może się faktycznie poprawić.
Jeśli dostępna byłaby drukarka 3D o niezmiennej jakości, zapewniająca niezbędną długoterminową wydajność i konkurencyjny koszt, nawet przy dużych ilościach, być może nigdy już nie trzeba byłoby inwestować w narzędzia do produkcji niektórych części.
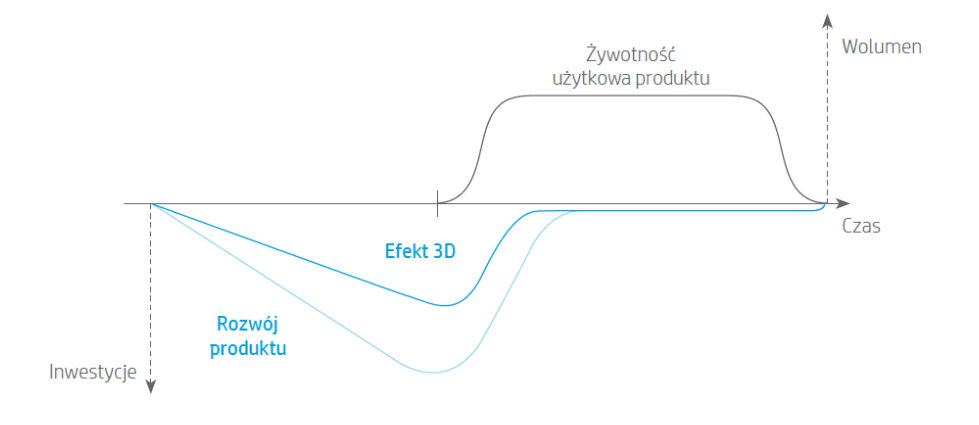 Il. 6: Ilustracja wpływu druku 3D na inwestycje w rozwój nowych produktów sprzętowych
Il. 6: Ilustracja wpływu druku 3D na inwestycje w rozwój nowych produktów sprzętowych
Do momentu wprowadzenia technologii HP Multi Jet Fusion, pierwszym negatywnym założeniem w przypadku druku 3D było to, że drukarki musiałyby wykazywać odpowiednią wydajność, aby sprostać prognozom produkcyjnym firmy. Faktem jest jednak, że płacenie setek tysięcy dolarów za system, który może wyprodukować tylko kilkaset części rocznie, skutkuje płaską linią wykresu, która w rzeczywistości jest funkcją schodkową (jak pokazano na ilustracji 6). Dzięki wysokiej wydajności technologii HP Multi Jet Fusion krok ten może obejmować dziesiątki tysięcy części zamiast setek (w zależności od wielkości części).
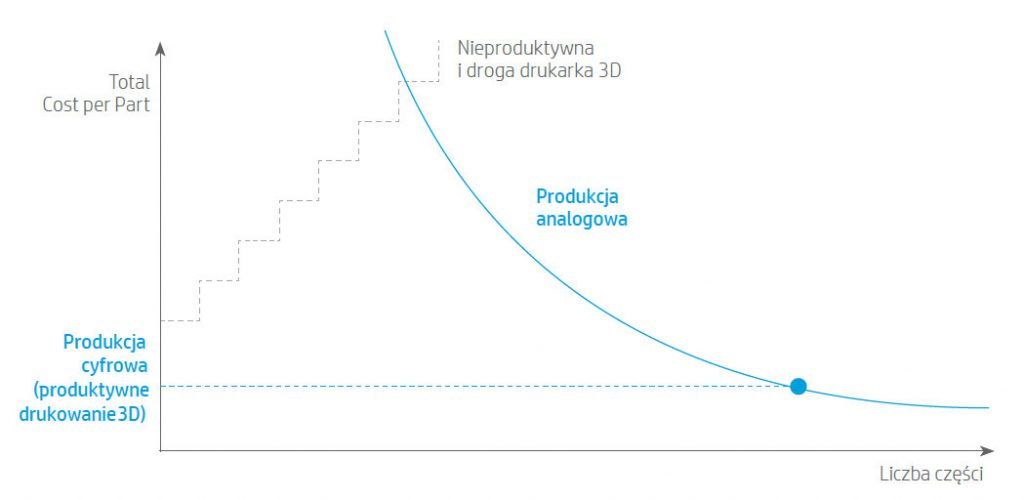 Il. 9: Krzywa progu rentowności dla nieprodukcyjnej drukarki 3D, bez kosztów uruchomienia i czasu rozwoju
Il. 9: Krzywa progu rentowności dla nieprodukcyjnej drukarki 3D, bez kosztów uruchomienia i czasu rozwoju
Drugim negatywnym założeniem druku 3D dla takiej płaskiej krzywej jest to, że można przejść od projektu do produkcji bez żadnych kosztów rozwoju lub przeprojektowania. Prawda jest taka, że każdy proces będzie wymagał pewnego rodzaju fazy rozwoju, aby spełnić wymagania jakościowe projektu. Podczas tej fazy rozwoju, zarówno projekt jak i proces zawsze będą wymagały pewnych poprawek. Projektant dostosowuje projekt do końcowego procesu produkcyjnego, a inżynier procesu dostosowuje proces do projektu i jego wymagań. Natomiast ułatwienie tego procesu w przypadku druku 3D, lub cyfrowej produkcji, polega na tym, że odpowiednie dopasowanie może być wykonane cyfrowo, a nie z zastosowaniem drogiego sprzętu i poprawek.
Optymalizacja i dostosowanie projektu do technologii HP Multi Jet Fusion odbywa się na kilku poziomach.
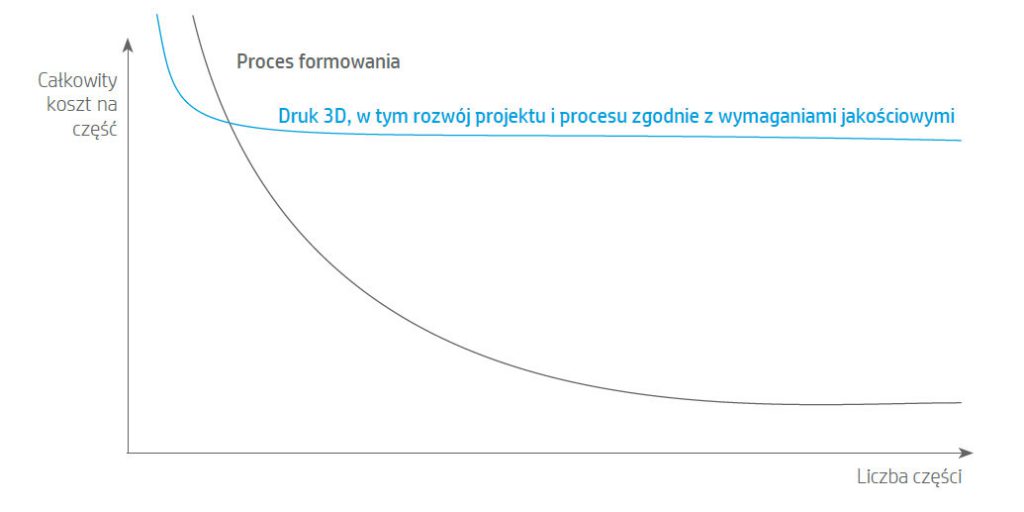 Il. 10: Krzywa progu rentowności dla druku 3D z uwzględnieniem rozwoju projektu i procesu z dopasowaniem do wymagań jakościowych
Il. 10: Krzywa progu rentowności dla druku 3D z uwzględnieniem rozwoju projektu i procesu z dopasowaniem do wymagań jakościowych
Pierwsza warstwa obejmuje przestrzeganie podstawowych wytycznych dotyczących procesu produkcyjnego. Wszystkie procesy obejmują pewne podstawowe wytyczne projektowe wynikające z fizyki samego procesu. HP Multi Jet Fusion też posiada takie wytyczne, jak np. zalecana grubość ścianek. Jeśli użytkownik zdecyduje się postępować zgodnie z tymi wytycznymi, poprawi jakość i wydajność, a efektywny koszt na część zmniejszy się.
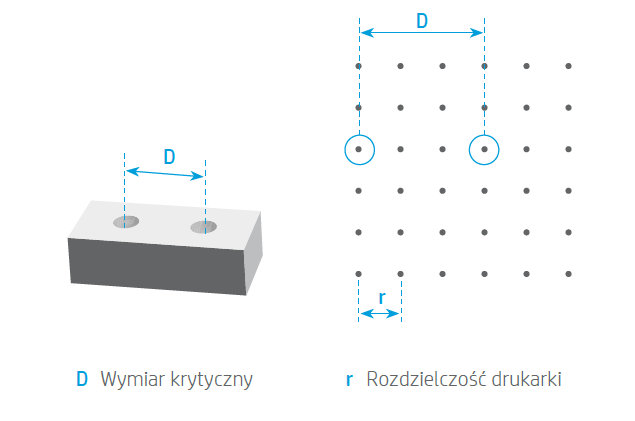 Il. 11: Przykładowa wytyczna: Aby osiągnąć maksymalną dokładność, wymiary krytyczne powinny być integralną liczbą z uwzględnieniem rozdzielczości drukarki
Il. 11: Przykładowa wytyczna: Aby osiągnąć maksymalną dokładność, wymiary krytyczne powinny być integralną liczbą z uwzględnieniem rozdzielczości drukarki
Kolejny poziom optymalizacji polega na wprowadzeniu drobnych zmian w projekcie, które pozwalają na bardziej efektywne wykorzystanie materiału lub bardziej efektywne zarządzanie przestrzenią w obrębie tworzonej przestrzeni. Jeśli mniej materiału może być użyte dla części i/lub więcej części może zmieścić się w tej samej objętości produkcyjnej, efektywny koszt na część zmniejszy się jeszcze bardziej.
 Il. 12: Zoptymalizowane zużycie materiału
Il. 12: Zoptymalizowane zużycie materiału
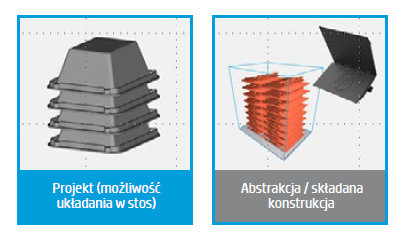 Il. 13: Zoptymalizowane wykorzystanie objętości konstrukcyjnej
Il. 13: Zoptymalizowane wykorzystanie objętości konstrukcyjnej
Ostatnią optymalizacją projektu pod kątem druku 3D jest zachowanie trzeciego wymiaru i łączenie części. Kiedy projektant komponentów mechanicznych analizuje funkcję systemu i rozbija ją na części, które mogą być łatwo formowane wtryskowo, powstałe części są w dużej mierze 2,5-wymiarowe, co oznacza, że mają tendencję do posiadania dwóch większych wymiarów i jednego mniejszego. Dzieje się tak dlatego, że formy muszą się łatwo otwierać i zamykać. Jeśli użytkownik zamierza drukować części w 3D, mogą one pozostać zintegrowane, a wtedy krzywa opłacalności stanowi porównanie jednej części z kilkoma częściami z kilku form.
 Il. 14: Utrzymanie integracji funkcjonalnych zamierzeń projektowych
Il. 14: Utrzymanie integracji funkcjonalnych zamierzeń projektowych
Jakie jest proponowane rozwiązanie?
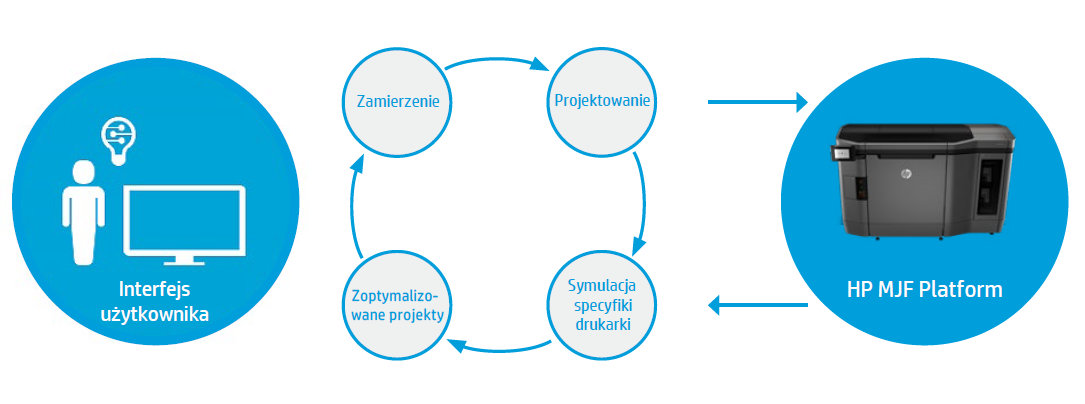
W perspektywie średnioterminowej, rozwiązanie HP Jet Fusion 3D uzupełni portfolio, aby jak najlepiej towarzyszyć naszym klientom w podróży po technologii druku 3D, począwszy od oceny, gdzie zacząć, jak projektować i jak zmaksymalizować korzyści korzystając z technologii drukowania HP Jet Fusion 3D.
Można wykorzystać oprogramowanie, które pomoże projektantom dostosować ich projekty do technologii HP Multi Jet Fusion lub inżynierom procesu dostosować proces HP Multi Jet Fusion do projektu. Ale wiedza ogólna musi być na pierwszym miejscu.
Niniejszy podręcznik HP Multi Jet Fusion jest narzędziem służącym do gromadzenia wiedzy o technologii HP Multi Jet Fusion i udostępniania jej światu, tak aby można ją było natychmiast zastosować.
Zawiera rozdział poświęcony projektowaniu, aby pomóc projektantom zrozumieć unikalne wytyczne dotyczące projektowania HP Multi Jet Fusion, których należy przestrzegać, aby uzyskać optymalną jakość. Ponadto w rozdziale poświęconym projektowaniu znajdują się dodatkowe wskazówki dotyczące optymalizacji projektów pod kątem kosztów podczas wytwarzania w technologii HP Multi Jet Fusion.
W przyszłych wydaniach tego podręcznika znajdą się również rozdziały poświęcone optymalizacji procesu, aby pomóc inżynierom procesu w doborze właściwych parametrów pod względem jakości i kosztów, takich jak orientacja lub odstępy między elementami.
Kolejne rozdziały będą dotyczyć wyboru materiałów HP Multi Jet Fusion, kontroli jakości i innych pomocnych informacji ułatwiających wprowadzenie HP Multi Jet Fusion do biblioteki możliwych procesów wytwarzania elementów końcowych.
Przygotowanie do prawdziwej burzy
Gdy uda się uzyskać odpowiednie koszty i jakość, można wykorzystać prawdziwy potencjał druku 3D. Środowiska projektowe przyszłości umożliwią inżynierom tworzenie coraz bardziej zróżnicowanych produktów dzięki unikalnym rozwiązaniom, które nie mogą być wytwarzane w procesach analogowych. Interfejs pomiędzy narzędziami projektowymi a drukarkami 3D będzie miał jeszcze większe znaczenie, gdy drukarki przyszłości będą umożliwiały uzyskanie wielu właściwości w ramach jednego obiektu, pozwalając na zmianę kolorów, tekstur, przezroczystości, wytrzymałości, elastyczności i innych.
To, co projektujemy, jak również to, jak i gdzie sprzedajemy i wytwarzamy produkty, będzie stawało się zarówno hiperglobalne, jak i hiperkonkurencyjne. Aby odnieść sukces w trakcie tej transformacji, firmy będą musiały albo się zaadaptować, albo pozostaną w tyle.
W trakcie tej podróży niniejszy podręcznik pomoże w przeprowadzeniu transformacji, a jego aktualizacje będą publikowane w Internecie pod adresem hp.com/go/MJFHandbook. W międzyczasie, witamy w przyszłości produkcji części.
Il. 15: Projektanci mogą tworzyć zindywidualizowane, przewidywalne produkty drukowane w 3D, jeśli znane są możliwości drukarki
Zatrzaski snap-fit
Projekt HP MJF: projekt elementów łączących
Wstęp
Zatrzask jest skuteczną metodą montażu stosowaną do łączenia części z tworzyw sztucznych za pomocą wystającego elementu na jednej części (np. haczyka), który odchyla się podczas montażu, w celu włożenia do rowka lub szczeliny w drugiej części. Po montażu wystający element powraca do pozycji wyjściowej.
Zatrzaski zapewniają prosty i ekonomiczny sposób montażu elementów z tworzyw sztucznych, drastycznie skracając czas montażu. Sposób zaprojektowania zatrzasku decyduje o tym, czy może on być wielokrotnie demontowany i ponownie montowany oraz o sile, jaka jest do tego potrzebna. Ta metoda montażu jest odpowiednia dla materiałów termoplastycznych ze względu na ich elastyczność, duży zakres wydłużenia i zdolność do drukowania skomplikowanych kształtów.
Technologia HP Multi Jet Fusion pozwala na projektowanie i drukowanie części z wbudowanymi specyficznymi cechami konstrukcyjnymi, takimi jak zatrzaski, w celu ich połączenia.
Rodzaje zatrzasków
Zatrzask o charakterze wspornika
Zatrzask wspornikowy jest najczęściej stosowanym typem zatrzasku. Składa się on z belki wspornikowej z wysięgnikiem na końcu. W tego typu połączeniach zatrzaskowych istnieje bezpośrednia zależność pomiędzy wytrzymałością zespołu a siłą połączenia zatrzaskowego.
 Il. 1: Zatrzask typu wspornika
Il. 1: Zatrzask typu wspornika
 Il. 2: Obsługa zatrzasków podczas montażu
Il. 2: Obsługa zatrzasków podczas montażu
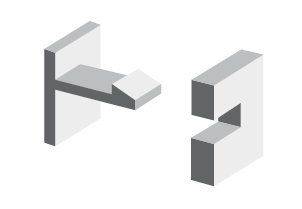
Zatrzask w kształcie litery L
Gdy nie jest możliwe zaprojektowanie zatrzasku wspornikowego bez pogorszenia wytrzymałości zespołu i zatrzasku ze względu na ograniczenia materiałowe lub geometryczne, alternatywą może być zatrzask w kształcie litery L. Dodanie rowka do podstawy łącznika zatrzaskowego zwiększa jego elastyczność, jednocześnie zmniejszając naprężenia na belce, w porównaniu z łącznikiem zatrzaskowym typu wspornika.
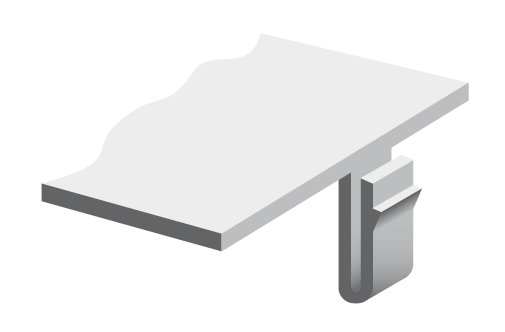
 Il. 3: Zatrzask w kształcie litery L
Il. 3: Zatrzask w kształcie litery L
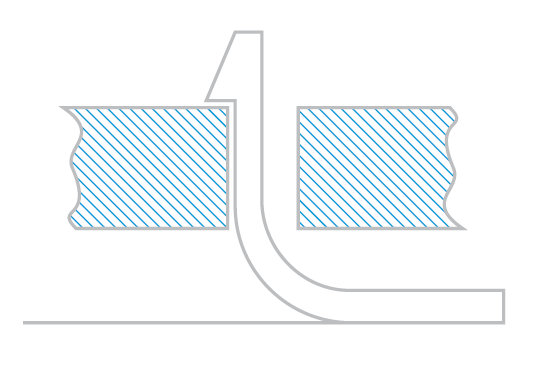 Il. 4: Montaż zatrzasku w kształcie litery L
Il. 4: Montaż zatrzasku w kształcie litery L
Zatrzask w kształcie litery U
Zatrzask w kształcie litery U jest kolejną alternatywą dla zatrzasku typu wspornika, gdy konieczne jest zwiększenie elastyczności zatrzasku w ograniczonej przestrzeni. Ta alternatywa w kształcie litery U jest wyjątkowo elastyczna, a tym samym łatwiejsza do usunięcia. Ten rodzaj zatrzasku jest zwykle stosowany w przypadkach, gdy elementy muszą być wielokrotnie rozsuwane lub gdy dwie części nie wymagają dużej siły, aby pozostały na swoim miejscu (np. w pokrywie komory baterii).
 Il. 5: Zatrzask w kształcie litery U
Il. 5: Zatrzask w kształcie litery U
 Il. 6: Montaż zatrzasku w kształcie litery U
Il. 6: Montaż zatrzasku w kształcie litery U
Zatrzask pierścieniowy
Pierścieniowe połączenie zatrzaskowe jest metodą montażu stosowaną zazwyczaj pomiędzy dwoma cylindrycznymi lub pierścieniowymi częściami lub pomiędzy dwoma obrotowo symetrycznymi częściami, gdzie deformacja wymagana do montażu lub demontażu połączenia zatrzaskowego odbywa się w kierunku 360o w tym samym czasie.
W tej metodzie montażu jedna część jest projektowana z podcięciem, a druga z wargą współpracującą. Złącze powstaje w wyniku interferencji pomiędzy obiema częściami podczas czynności montażu.
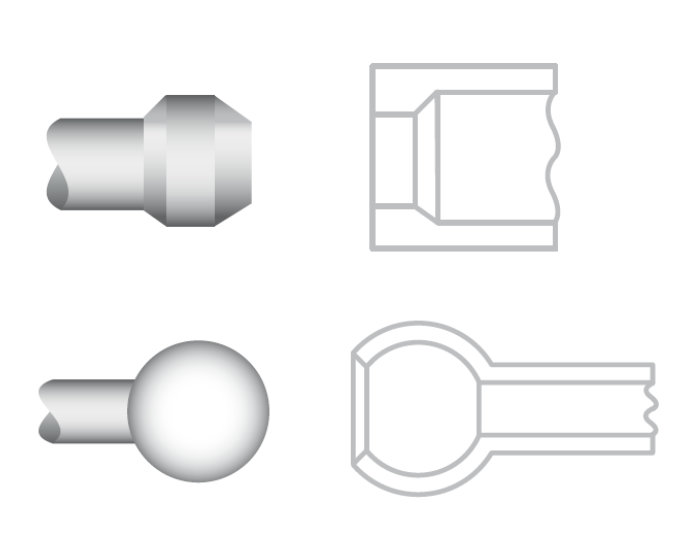 Il. 7: Zatrzask pierścieniowy
Il. 7: Zatrzask pierścieniowy
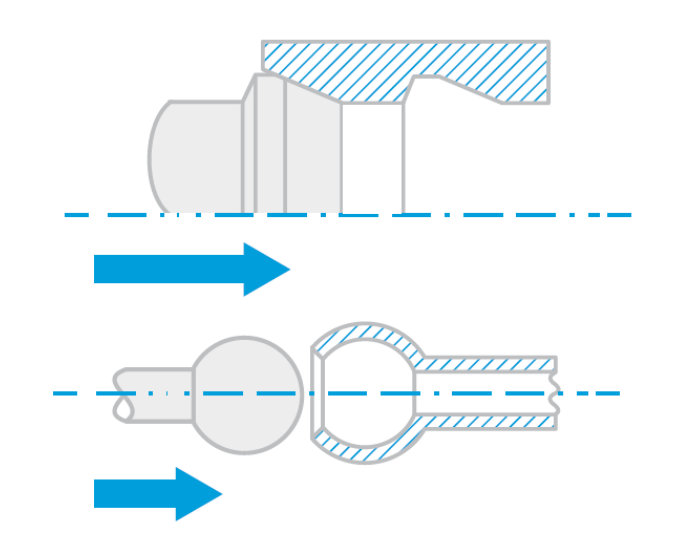 Il. 8: Działanie zatrzaskowego zespołu pierścieniowego
Il. 8: Działanie zatrzaskowego zespołu pierścieniowego
Zatrzaski skrętne
Zatrzaski skrętne to metoda montażu, w której punkt elastyczny znajduje się w pręcie skrętnym zamiast w korpusie samozatrzaskowym. Po naciśnięciu drążka skrętnego w dół, obraca się on lekko i otwiera przegub.
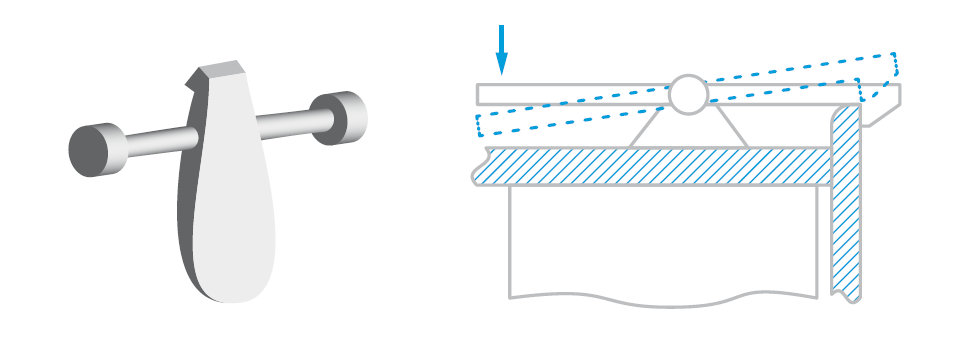 Il. 9: Zatrzaski skrętne
Il. 9: Zatrzaski skrętne
Uwagi dotyczące projektu
Jak wspomniano wcześniej, najczęściej stosowanym typem zatrzasku jest zatrzask typu wspornika. Przy projektowaniu tego typu zatrzasków ważne jest, aby zaprojektować zrównoważone rozwiązanie pomiędzy wytrzymałością zespołu a wytrzymałością zatrzaskiwanej belki wspornikowej.
Ten typ połączenia zatrzaskowego może podlegać pewnemu przybliżeniu przy użyciu uproszczenia ogólnej teorii zginania belki, co pozwala na sprawdzenie wykonalności projektu połączenia zatrzaskowego. Podejście to modeluje wspornik zatrzaskujący się na belce bez mocowania z punktowo przyłożonym obciążeniem końcowym:
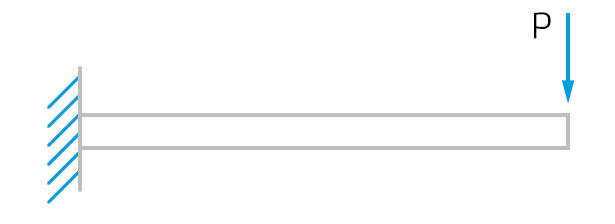 Il. 10: Belka wspornikowa z obciążeniem
Il. 10: Belka wspornikowa z obciążeniem
Siła współpracująca i naprężenie belki
Wytrzymałość zespołu będzie określona przez siłę (P) wymaganą do jego montażu i demontażu. Słaba siła potrzebna do ugięcia belki zatrzaskowej doprowadzi do powstania słabego zespołu, który nie będzie w stanie utrzymać połączenia między dwoma elementami. Natomiast duża siła doprowadzi do powstania niezwykle wytrzymałego zespołu, który będzie trudny do zamontowania i zdemontowania w razie potrzeby.
Ponadto konstrukcja połączenia zatrzaskowego musi być wystarczająco mocna, aby wytrzymać naprężenie (σ), któremu ulega belka, gdy ugina się pod wpływem przyłożonej siły (P), bez negatywnego wpływu na integralność i wydajność połączenia zatrzaskowego.
Z tego powodu, siła (P) i naprężenie belki (σ) muszą być głównymi czynnikami branymi pod uwagę przy projektowaniu zatrzasku typu wspornikowego, a zgodnie z teorią zginania belki, są one zależne od geometrii połączenia zatrzaskowego i materiału użytego do jego wykonania.
Zależność od materiału i geometrii
Ze względu na ich bezpośredni związek z wytrzymałością zespołu i siłą zatrzasku, materiał i geometria zatrzasku są uważane za najbardziej krytyczne parametry projektowe i często zależą od dostępnej przestrzeni projektowej.
Z tego powodu, geometria i wybór materiału są zazwyczaj pierwszymi etapami projektowania zatrzasków.
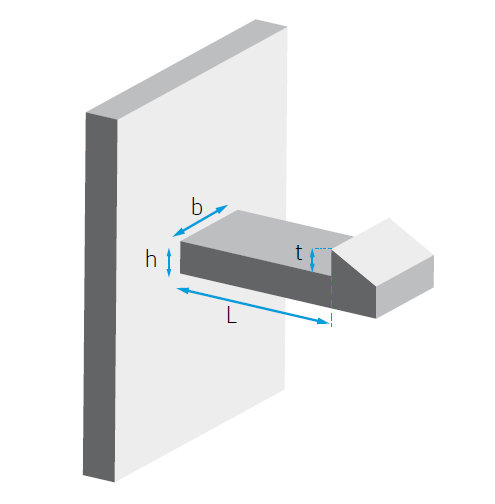 Il. 11: Geometria zatrzasku
Il. 11: Geometria zatrzasku
Przy wyborze materiału zatrzaskowego i geometrii (h, b, L, t), jasno zdefiniowane są inne czynniki zależne:
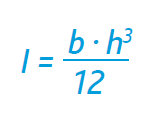
- Wybór geometrii przekroju zatrzasku (h, b) pozwala projektantowi obliczyć jego moment bezwładności (I), który dla belki wspornikowej o prostokątnym przekroju jest następujący:
- Po wybraniu materiału do druku, ustalany jest moduł sprężystości (E) , który jest często podawany w arkuszu danych
materiału.
Iloczyn momentu bezwładności (I) i modułu sprężystości (E) nazywany jest sztywnością zginania belki (EI).
Zgodnie z teorią zginania belki, te zależne parametry, wraz z materiałem i geometrią zatrzasku, mają bezpośredni związek z wymaganą siłą (P) i naprężeniem belki (σ), jak pokazano poniżej:
-
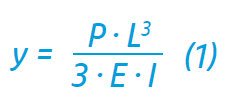
- Ugięcie (y) na końcu belki wspornika z przyłożonym punktowo obciążeniem końcowym:
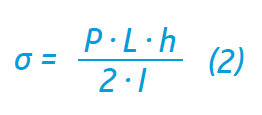
- Maksymalne naprężenie (σ) w belce wspornikowej o jednorodnym przekroju prostokątnym:
Minimalna wielkość ugięcia (y) na końcu belki wspornikowej wymagana do montażu i demontażu połączenia zatrzaskowego jest zwykle znanym parametrem, zależnym od ograniczeń geometrycznych i dostępnej przestrzeni projektowej. W rzeczywistości jest on definiowany przez głębokość (t) wysięgu zatrzasku:
- Minimalna wielkość ugięcia (y) musi być co najmniej równa głębokości (t) występu zatrzaskowego, aby umożliwić
prawidłowy montaż i demontaż.
- Głębszy zwis doprowadzi do mocnego montażu, ale będzie oznaczał, że belka musi się bardziej ugiąć i w konsekwencji będzie wymagała większej siły (P)- jak pokazano w równaniu (1) – a naprężenie belki (σ) również wzrośnie – jak pokazano w równaniu (2).
Obliczenia projektowe
Pierwszym krokiem w ramach sprawdzenia wykonalności konstrukcji zatrzaskowej jest obliczenie wypadkowej siły współpracującej (P) i sprawdzenie, czy jest ona odpowiednia. Obliczenia tego można dokonać poprzez rozwiązanie równania (1) dla P:
Z równania (3) wynika, że siła (P) zależy od tego, o ile dalej musi ugiąć się belka zatrzaskowa (y), ale zależy również od odporności materiału na odkształcenie przy zginaniu, która jest znana jako sztywność zginania belki (k) i jest funkcją sztywności zginania belki (EI), długości (L) belki oraz warunków brzegowych belki:

Odpowiednia wartość siły (P) nie powinna być większa niż 50N do 100N, co jest uważane za wartość ergonomiczną dla szacowanej średniej siły palców.
Po obliczeniu siły (P) i uzyskaniu odpowiedniej wartości, drugim etapem sprawdzenia wykonalności połączenia zatrzaskowego jest obliczenie naprężenia (σ) w belce wspornikowej na podstawie równania (2).
Jeśli naprężenie (σ) jest powyżej granicy plastyczności materiału, połączenie zatrzaskowe ulegnie odkształceniu, a część odkształcenia będzie trwała i nieodwracalna, co pogorszy wydajność i wytrzymałość połączenia zatrzaskowego aż do jego zerwania.
Naprężenie w belce (σ) < Granica plastyczności materiału (5)
Biorąc pod uwagę, że granica plastyczności nie jest właściwością często podawaną w kartach katalogowych podczas produkcji części z tworzyw sztucznych, najlepszym rozwiązanie w kontekście obliczenia wytrzymałości zatrzasku jest użycie dopuszczalnego odkształcenia materiału (ε) i modułu sprężystości (E):
Naprężenie w belce (σ) < E – ε (6)
W celu uzyskania wartości dopuszczalnego odkształcenia (ε), projektanci mogą odwołać się do typowych zaleceń dla innych procesów produkcyjnych wykorzystujących tworzywa sztuczne, takich jak formowanie wtryskowe:
Dopuszczalne odkształcenie (ε) < 1 – Wydłużenie materiału przy granicy plastyczności (7)
Wszystkie rozważania projektowe zostały przedstawione na poniższym schemacie blokowym:
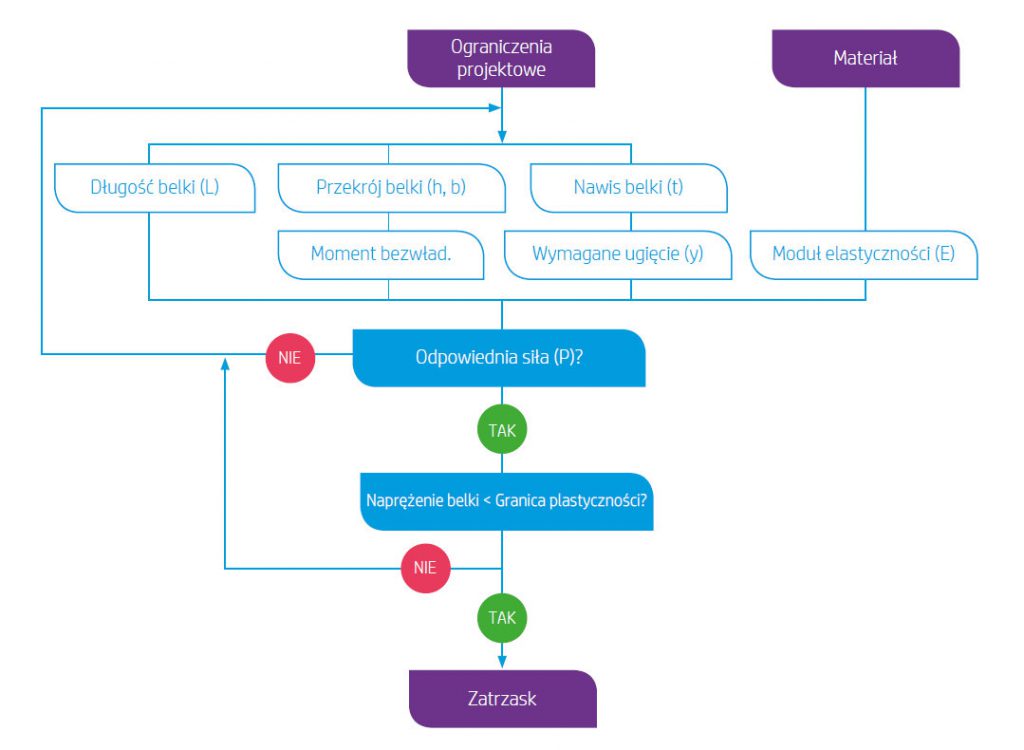 Il.12: Schemat blokowy projektowania
Il.12: Schemat blokowy projektowania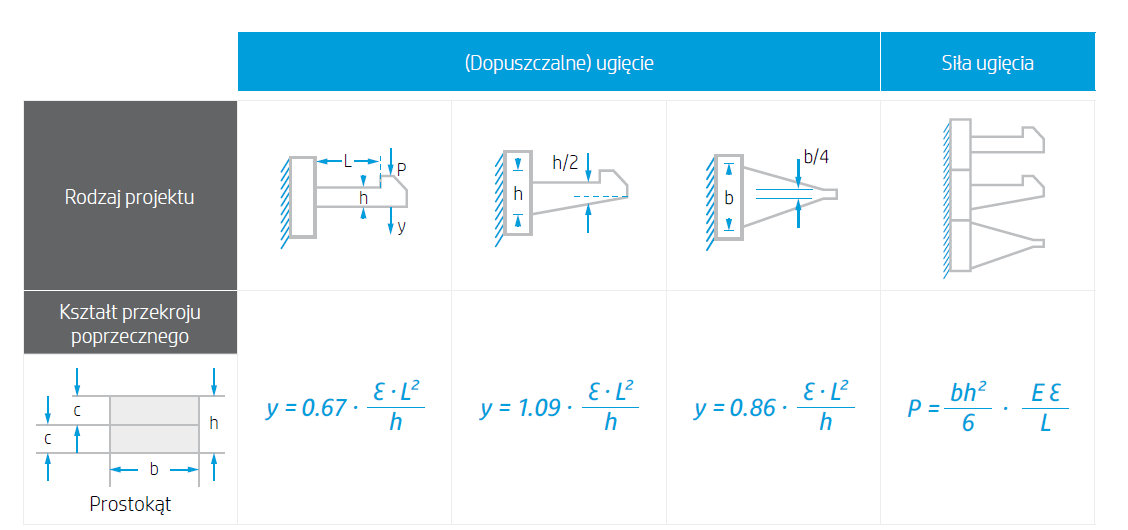 Il. 13: Równania obliczeniowe dla zatrzasków*
Il. 13: Równania obliczeniowe dla zatrzasków**Uwaga 1: Ugięcie belki (y) wyrażone w postaci odkształcenia dopuszczalnego (ε), na podstawie równań (1), (2)
*Uwaga 2: Siła współpracująca lub ugięcia (P) wyrażona w kategoriach dopuszczalnego odkształcenia (ε), w oparciu o równanie (2)Wytyczne projektowe
Istnieje kilka zaleceń dotyczących projektowania elementów zatrzaskowych w technologii HP Multi Jet Fusion:
Minimalna grubość (h)
Minimalna zalecana grubość u podstawy wspornika wynosi 1 mm.
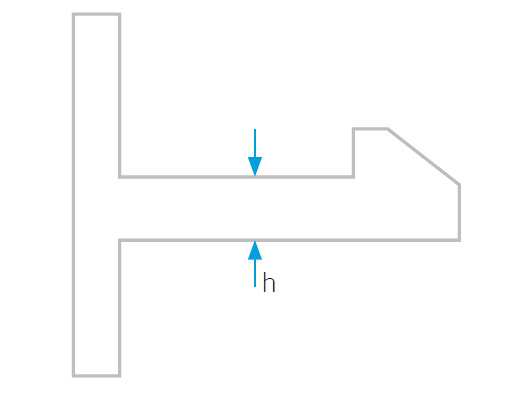 Il. 14: Minimalna grubość u podstawy wspornika
Il. 14: Minimalna grubość u podstawy wspornikaMinimalna głębokość nawisu (t)
Minimalna głębokość nawisu (t) powinna wynosić co najmniej 1 mm.
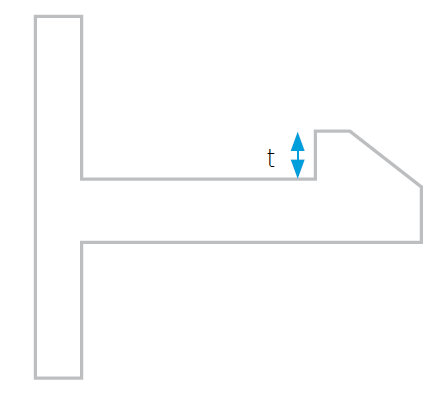 Il. 15: Minimalna głębokość nawisu (t)
Il. 15: Minimalna głębokość nawisu (t)Zalecany wspólny promień
Zaleca się dodanie wspólnego promienia u podstawy wspornika, aby uniknąć ostrych narożników i zmniejszyć koncentrację naprężeń. Ten wspólny promień powinien być równy co najmniej połowie grubości (h) podstawy wspornika.
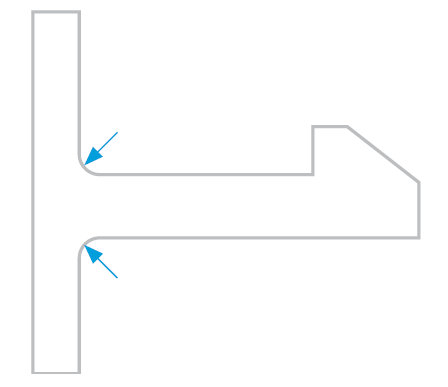 Il. 16: Promień wspólny
Il. 16: Promień wspólnyNawis zatrzasku
Zaleca się, aby uniknąć ostrych krawędzi na końcu nawisu zatrzasku, dodając niewielki ukos, aby zapobiec złamaniu podczas czynności montażu.
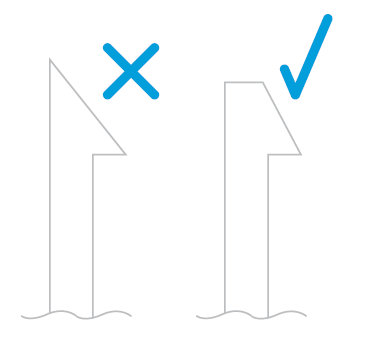 Il. 17: Nawis zatrzasku
Il. 17: Nawis zatrzaskuKąt montażu (α)
Jak wspomniano wcześniej, występ zatrzaskowy wykazuje zazwyczaj niewielki ukos, aby ułatwić operację montażu. Nachylenie tego kąta fazowania (α) ma bezpośredni wpływ na siłę współpracującą (P). Jeżeli kąt (α) jest zmniejszony, to siła (P) również się zmniejszy. Zalecana wartość kąta montażu powinna wynosić od 35o do 40o.
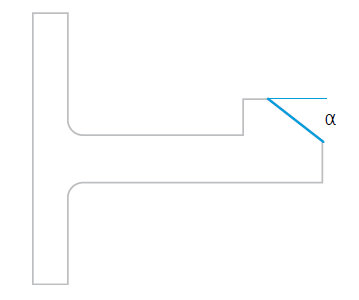 Il. 18: Kąt montażu
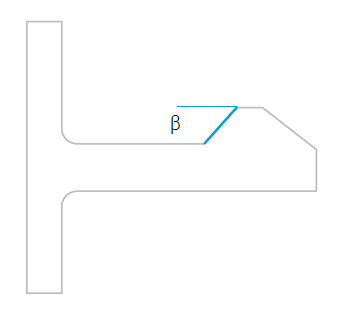
Il. 18: Kąt montażuKąt demontażu (β)
Sposób zaprojektowania nawisu decyduje o tym, czy zatrzask może być kilkakrotnie demontowany i ponownie montowany. Kąt demontażu (β) wpływa na łatwość demontażu złącza. Na przykład, kąt 90o (β) nigdy nie umożliwi demontażu. Jednakże, połączenie zatrzaskowe o kącie demontażu (β) równym kątowi montażu (α) będzie wymagało tej samej siły (P) dla obu operacji.
 Il. 19: Kąt demontażu
Il. 19: Kąt demontażuTolerancje między elementami
Podczas projektowania złącza zatrzaskowego, musi istnieć szczelina pomiędzy wystającym elementem a rowkiem, aby zapewnić prawidłowe działanie, nawet w najgorszym przypadku zakresu toleranci (worst case), tak jak pokazano na poniższym rysunku:
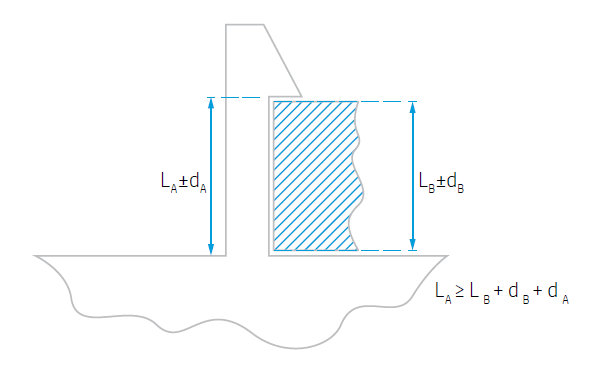 Il. 20: Tolerancje między elementami
Il. 20: Tolerancje między elementamiModyfikacja siły (P)
Czasami, po wybraniu materiału i geometrii złącza zatrzaskowego, wynikowa siła (P) wykazuje niepożądaną wartość. W oparciu o równanie (3) i pamiętając, że przy projektowaniu złącza zatrzaskowego, najbardziej powszechne tolerancje ograniczające to długość (L) belki i głębokość (t) nawisu, najczęstszym rozwiązaniem, gdy konieczna jest modyfikacja siły współpracującej (P),
jest zmiana przekroju wspornika (h, b).Zmniejszenie siły (P) spowoduje również zmniejszenie naprężeń w belce (σ).
Belka stożkowa
Jedną z najbardziej zalecanych zmian w przekroju zatrzaskowym jest zaprojektowanie belki stożkowej. Podczas gdy belka zatrzaskowa o jednolitym przekroju poprzecznym ma nierównomierny rozkład naprężeń i koncentruje naprężenia u podstawy, belka stożkowa zużywa mniej materiału i powoduje bardziej równomierny rozkład naprężeń na całym wsporniku, zmniejszając w ten sposób koncentrację naprężeń (σ) oraz siłę montażu i demontażu (P).
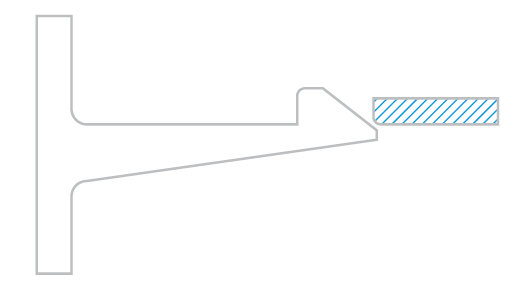 Il. 21: Belka stożkowa
Il. 21: Belka stożkowaOrientacja druku
Istnieją pewne zalecane orientacje podczas drukowania elementów zatrzaskowych, które mają wpływ na ich dokładność i prawidłowe działanie.
Ciasne zatrzaski
Podczas drukowania ciasnych zatrzasków, gdzie długość belki (L) stanowi element krytyczny, zalecana jest orientacja na płaszczyźnie XY w celu osiągnięcia najlepszej dokładności, a tym samym lepszej wydajności.
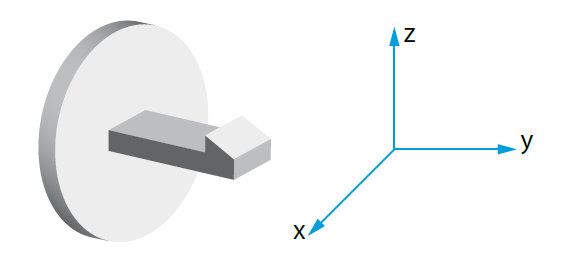 Il. 22: Orientacja na płaszczyźnie XY
Il. 22: Orientacja na płaszczyźnie XYGdy szerokość zatrzasku (b) jest krytyczna, zaleca się orientację na płaszczyźnie XZ lub YZ, aby osiągnąć najlepszą dokładność i uniknąć nadmiernych luzów na płaszczyźnie XY, które mogą prowadzić do hałasu i wibracji.
 Il. 23: Orientacja na płaszczyźnie XZ lub YZ
Il. 23: Orientacja na płaszczyźnie XZ lub YZAby zmniejszyć problemy z drukowaniem
Drukowanie zatrzasku o niewielkim nachyleniu w osiach X, Y i Z może zmniejszyć prawdopodobieństwo wystąpienia typowych problemów z drukowaniem.
Zalecenia dotyczące obróbki powykonawczej
Technologia HP MJF pozwala na różne metody obróbki końcowej, które mogą mieć wpływ na wykończenie drukowanej części. Chociaż większość metod nie powinna mieć wpływu na wydrukowany w technologii 3D zatrzask, mogą istnieć pewne automatyczne procesy jak np. zastosowanie obróbki bębnowej.
Proces obróbki w bębnie polega na uderzaniu w wydrukowaną część 3D małymi granulkami ściernymi w celu zmniejszenia jej chropowatości. Może to mieć jednak niewielki wpływ na wymiary i inne, drobne cechy elementu.
W przypadku zatrzasków, proces bębnowania może zmniejszyć siłę (P) zespołu, a nawet spowodować złamanie elementu, w zależności od geometrii zatrzasku.
Z tego powodu, jeśli wymagane są automatyczne procesy końcowe, zaleca się zabezpieczenie części za pomocą skrzynki sinter box, aby zapobiec uszkodzeniom.
Przykład obliczeń
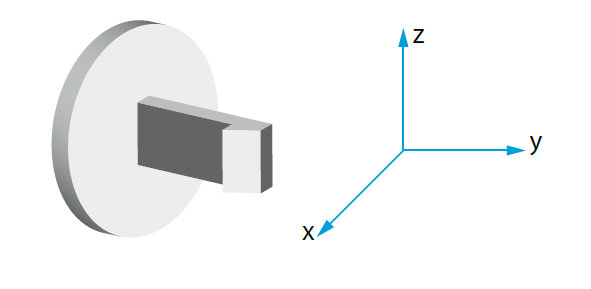
Poniżej przedstawiono obliczenia potrzebne przy projektowaniu zatrzasku wspornikowego. W tym konkretnym przypadku system przycinania dla czujnika optycznego musi być zaprojektowany w następujący sposób:
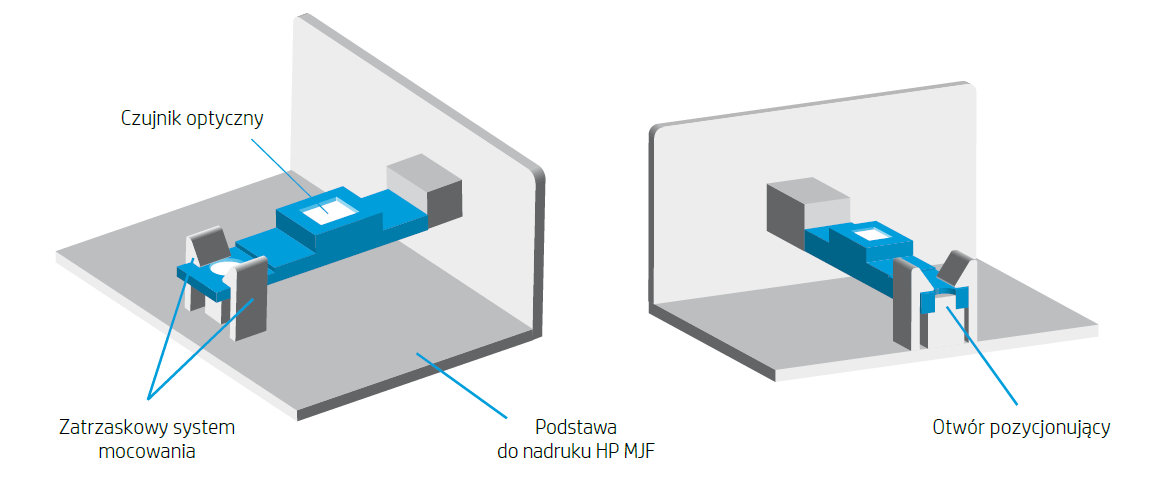 Il. 24: System czujników optycznych
Il. 24: System czujników optycznych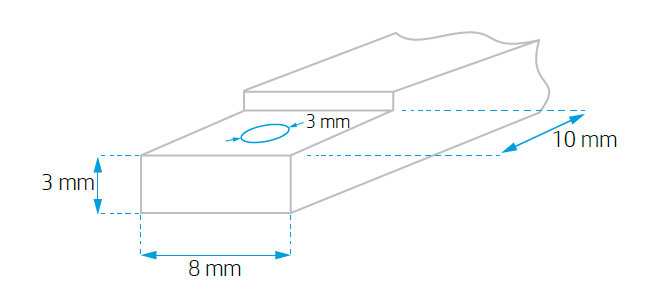 Il. 25: Wymiary czujnika optycznego
Il. 25: Wymiary czujnika optycznegoWymagania projektowe są wymienione poniżej:
- Materiał użyty do druku części to HP 3D HR PA 12, o module sprężystości (E) 1800 MPa.
- Ze względu na wymagania optyczne, czujnik musi znajdować się 5 mm nad podstawą. Dlatego też całkowita długość zatrzasku musi uwzględniać tolerancję dla najgorszego przypadku i wymagania optyczne:
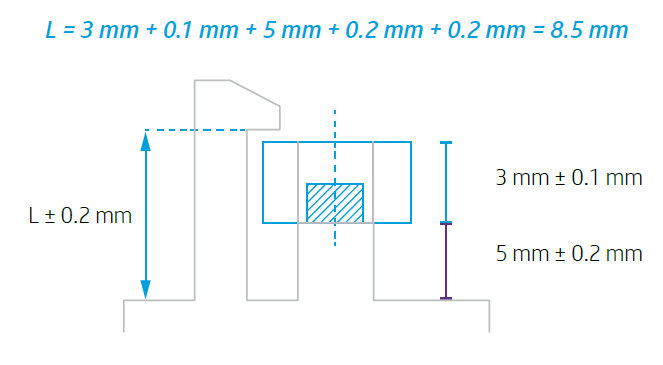
Il. 26: Obliczanie długości zatrzasków
- Ze względu na ograniczenia konstrukcyjne, zatrzask nie może zachodzić na otwór pozycjonujący, co oznacza, że głębokość nawisu (t) musi wynosić od 1 mm – minimalna zalecana wartość – do 2,5 mm – maksymalna dopuszczalna odległość, aby uniknąć kontaktu pomiędzy wysięgiem zatrzasku a otworem pozycjonującym czujnika:
Głębokość nawisu (t) = y = 1 mm
- Ze względu na ograniczenia geometryczne szerokość musi być mniejsza niż 10 mm:
b = 9.5 mm
Po dokładnym określeniu materiału i geometrii (h, b, L, t), należy obliczyć siłę (P), aby sprawdzić, czy jest ona odpowiednia. Obliczenia tego można dokonać za pomocą równania (3):

Obliczona wartość siły (P) mieści się w ergonomicznym zakresie. W związku z tym, w oparciu o równanie (2) i (6), kolejnym krokiem jest sprawdzenie wytrzymałości zatrzasku poprzez wyliczenie dopuszczalnego odkształcenia (ε):

Obliczone dopuszczalne odkształcenie (ε) pokazuje, że zatrzask nie ulega deformacji, gdy ugina się pod wpływem przyłożonej siły (P), bez uszczerbku dla jego integralności i wydajności.

Do pobrania:
- Ugięcie (y) na końcu belki wspornika z przyłożonym punktowo obciążeniem końcowym:


